

Design Considerations
The following outlines are the most common design & application considerations that should be reviewed when implementing SST™ Cold Spray:
1. Substrate Surface Features
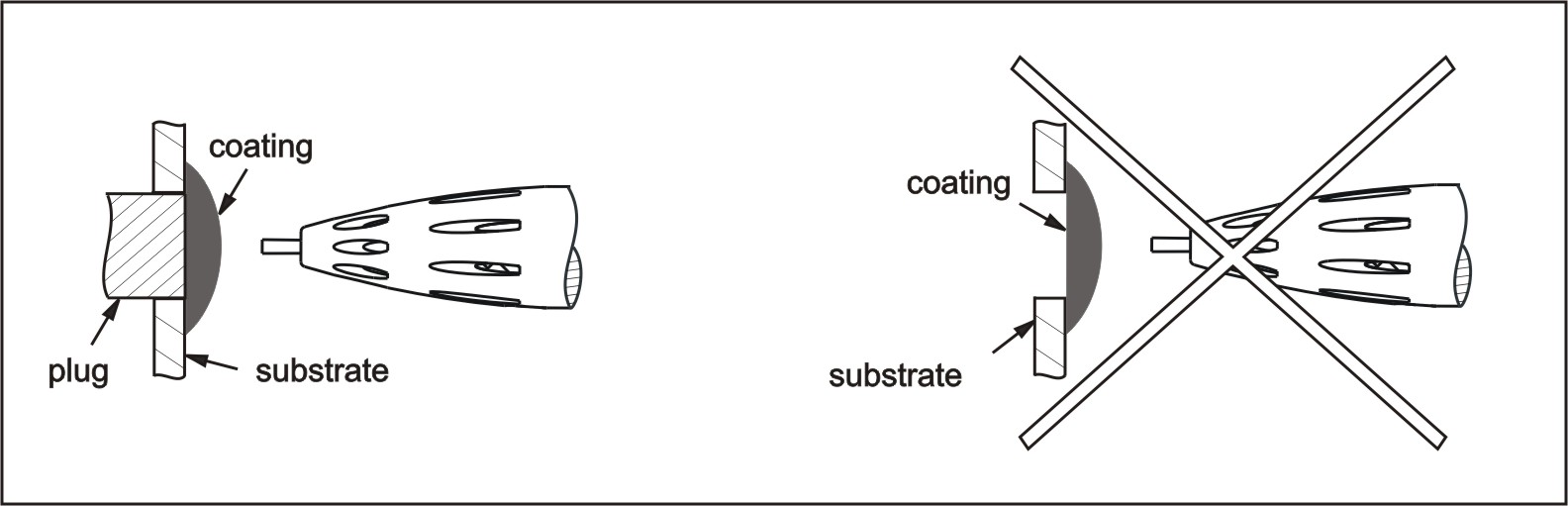
The bonding mechanism of cold spray does not enable the coating to be self-leveling. While surface roughness can be beneficial to increase the coating bond area, pronounced roughness can lower the deposition efficiency. Coating uneven substrates as the one illustrated in Figure 1 below may result in an irregular coating surface, as illustrated in Figure 2.
Figure 1: Coating Irregular Substrate
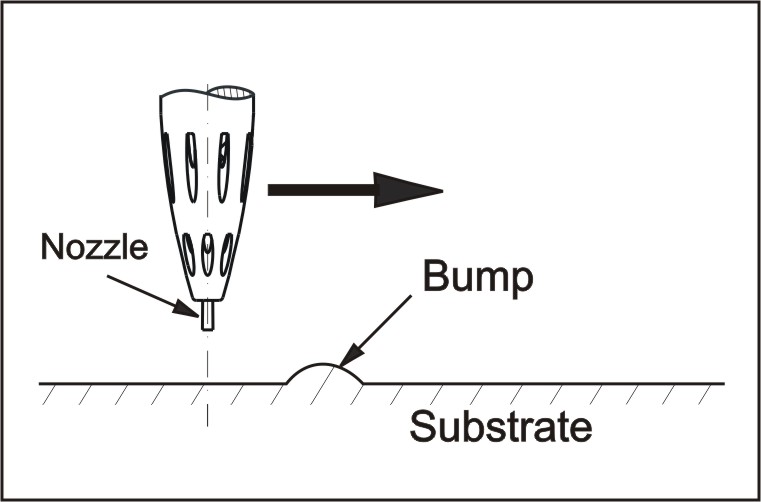
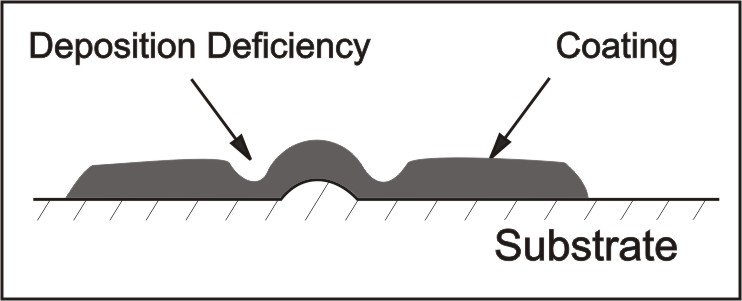
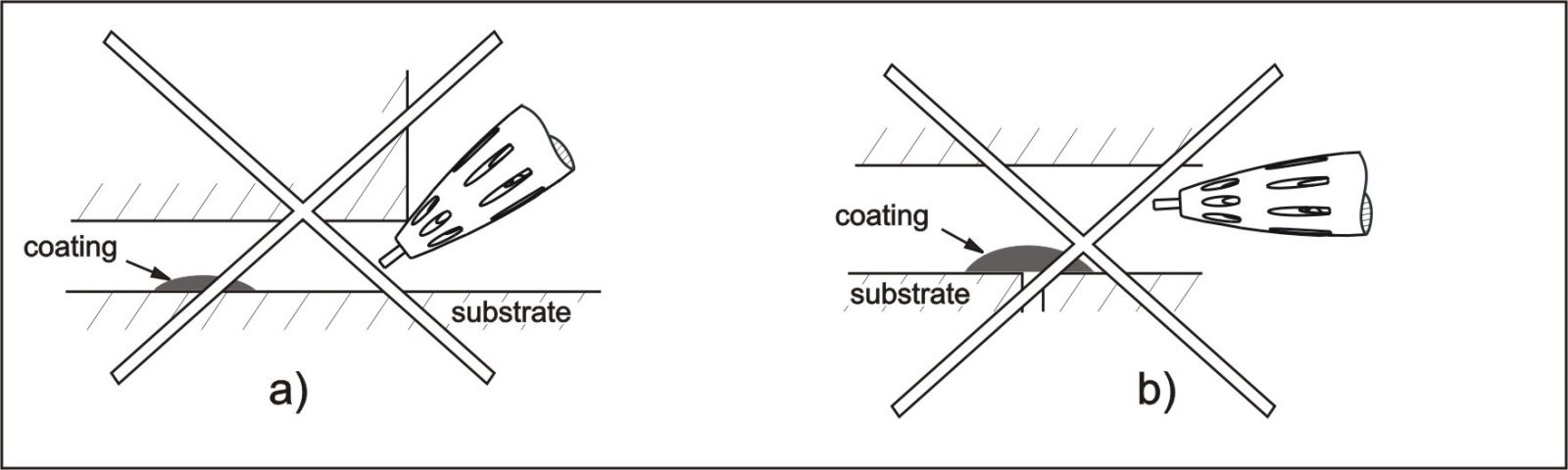
The odd coating shape shown in Figure 2 occurs because the Nozzle is not consistently perpendicular to the substrate surface as it moves along. The angles of the surface irregularities change the deposition efficiency and, in effect, amplify the underlying contour of the substrate.
Figure 2: Deposition Deficiency on an Irregular Substrate
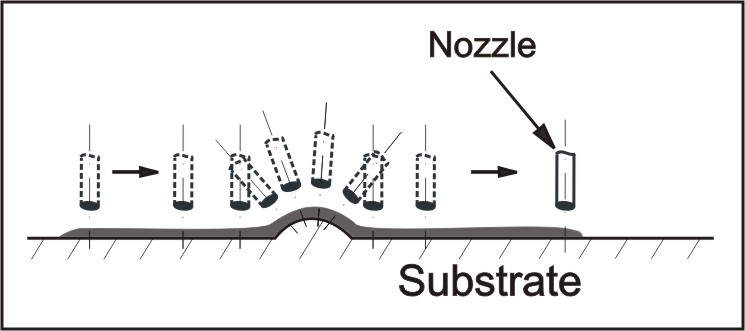
To reduce or eliminate the irregular deposition effect, the Nozzle should be retained in an orientation that is perpendicular to the substrate surface in every point, as shown in Figure 3 below. An alternative is to manage this by simultaneously changing the travel pattern or speed to concentrate on filling the depressions. Nozzle position or orientation adjustments can also be used to obtain the same results. In some cases, the Nozzle size or shape can be tailored to assist with the condition of the substrate. In addition, mechanical processing such as sanding can also be used between coating passes to obtain the desired result.
Figure 3: Nozzle Following Substrate's Shape
2. Substrate Edges
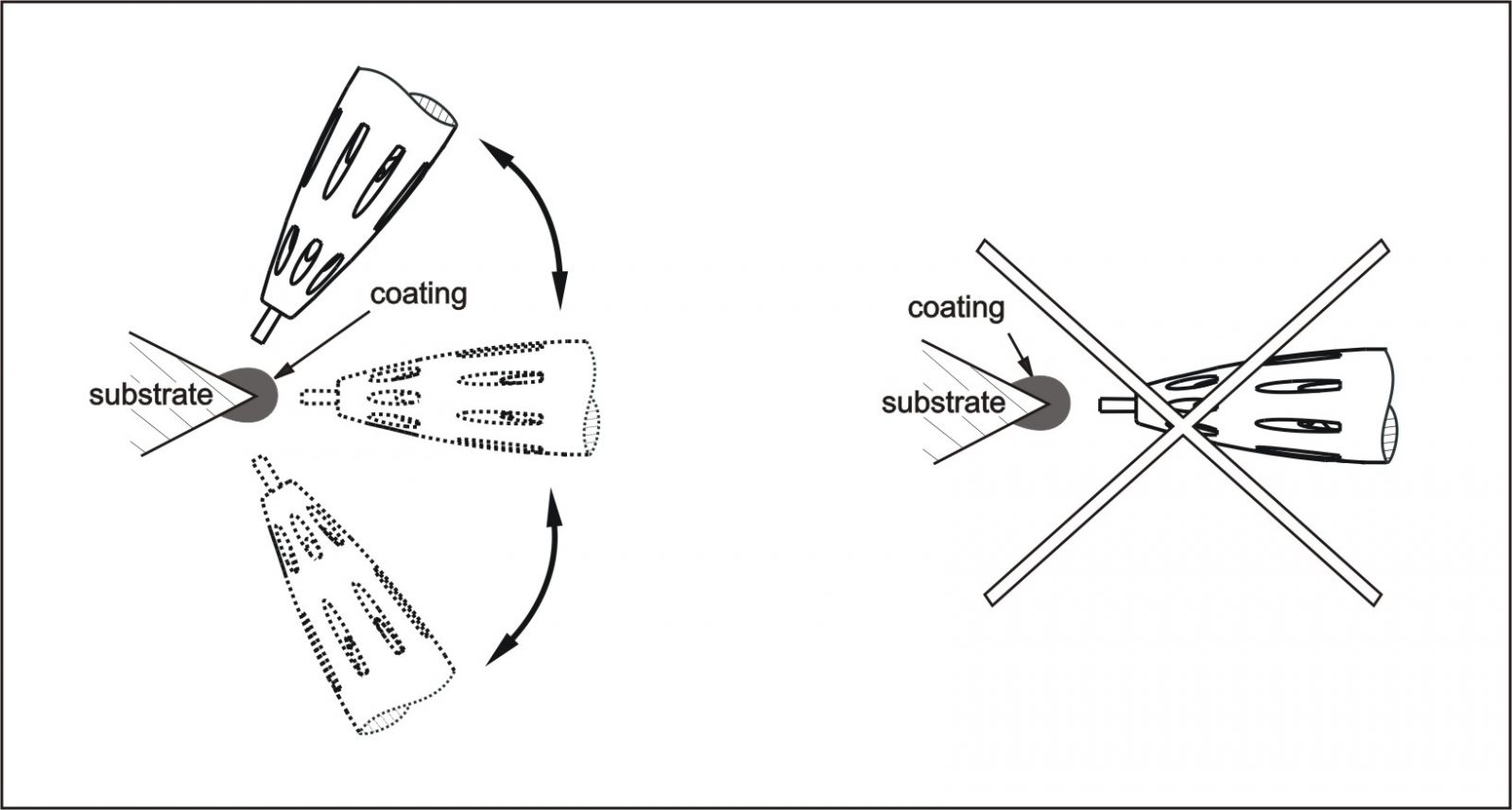
Substrates with extreme shapes, such as the sharp edge shown in Figure 4 below, require additional nozzle motion to get purposeful coating deposition. Ideally, the nozzle will be perpendicular to the surface so the feedstock powder will not simply be deflected off.
Figure 4: Sharp Angled Substrate
3. Holes and Voids
Holes and voids in the substrate must be filled with appropriate backing material, as in Figure 5, for the powder to have a surface to adhere to; otherwise, the powder will simply pass through. This can of course be a good process trait because masking of holes generally is not required.
Figure 5: Coating Through-Holes in Substrate
As with holes, the coating will mask over cracks but they cannot be considered as repaired. Without conventional crack stopping and joining processes the underlying defect will reappear in the coating and may continue to propagate. Cold Spray coatings are ideal for sealing or filling a stabilized repair because it can greatly reduce the heat input or restore the properties of the surface.
It is not generally possible to fill in deep holes such as those illustrated in Figure 6; the restricted access to the spray area would not permit the nozzle to be at a favorable angle to the substrate (normal). If you have a situation like this, please consult our SST specialists for recommendations.
Figure 6: Restricted Nozzle Access
4. Material Type
The substrate needs to be strong enough or supported, such that it would resist the impact of the feedstock powder particles. The requirement that the substrate is hard and rigid is rarely a problem in practice. In some cases, the substrate can be temporary and the consolidated object can be removed from the substrate before or after post-processing.
- Cleanliness
In very limited situations, coatings may be applied on surfaces contaminated with oil, paint, rust, or scale. In these cases, the feedstock powder may be used to clean and activate the substrate before it will begin to adhere. For most substrates, however, pre-cleaning and grit-blasting are highly recommended. This may involve physical or chemical cleaning if there is grease, contamination, or loose materials on the substrate. The surface may be further prepared with abrasive powder using the Cold Spray equipment.
- Compatibility
Generally, the substrate and the feedstock powder materials must have some degree of compatibility in service. Compatibility relates to their chemical, mechanical, thermal, and electrical properties. If you have extreme or unusual service conditions, process development and qualification might be necessary to validate any given combination of spray and substrate materials. Our SST specialists can assist with recommendations.
- Thermal Characteristics
The substrate must be able to withstand the heat of both the supersonic air jet and the sprayed particles. If the substrate is sensitive to thermal stress, preheating may be necessary to avoid spalling.

