

Application Considerations
1. Nozzle Configuration
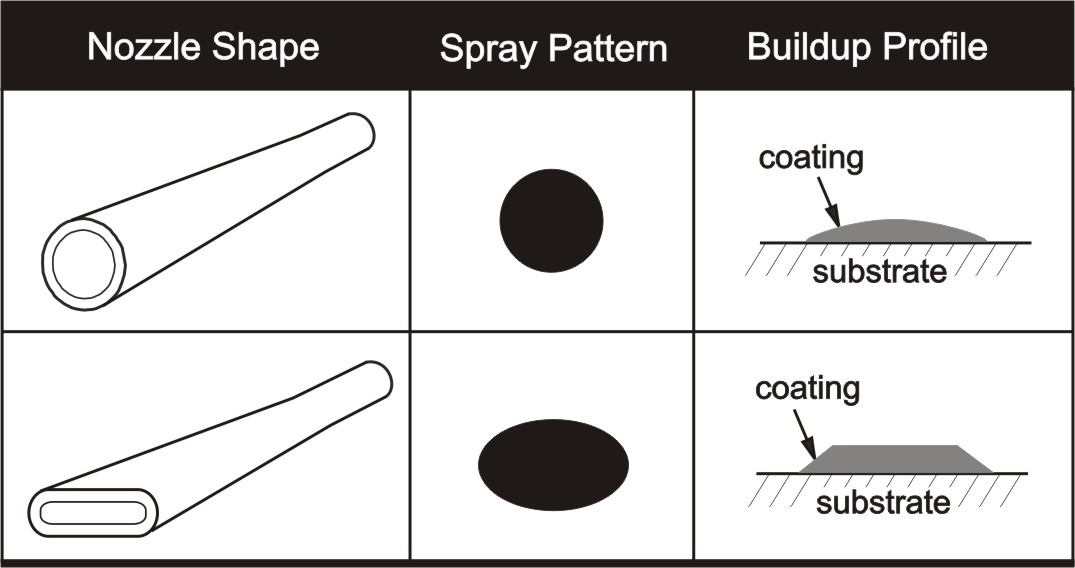
SST standard nozzles have been configured for successful application in common applications. Characteristics that should be considered in the application include:A. Cross-section
The cross-section, including both the shape and size of the nozzle outlet, will determine the shape and build-up profile of the applied coating: Round nozzles work in general applications or in narrow or small areas requiring thick buildup of coating. Large areas requiring flat coatings are effectively sprayed with oval or rectangular nozzles. Larger nozzles project larger spray patterns. The standard nozzle shapes and their expected coating profiles are illustrated in Figure 7 below.Figure 7 - Cross Section
B. Length
The length of the nozzle determines the length of time the feedstock powder is accelerated in the carrier gas jet. SST has optimized the length of the nozzle for most applications and can make recommendations for alternative nozzle lengths for unique access conditions and/or to suit a specific workpiece configuration.
2. Nozzle Orientation
Nozzle orientation plays an important role in achieving good deposition efficiencies and obtaining high-quality coatings. Ideally, the nozzle should be oriented perpendicular (normal) to the substrate surface (spray axis = 90°) in the area being sprayed (As illustrated in Figure 8 below, the spray axis represents the angle between the nozzle axis and the surface of the substrate). The efficiency reduction is reasonably negligible if the spray axis is maintained within about +/- 10° from this orientation.
Figure 8 - Nozzle Orientation
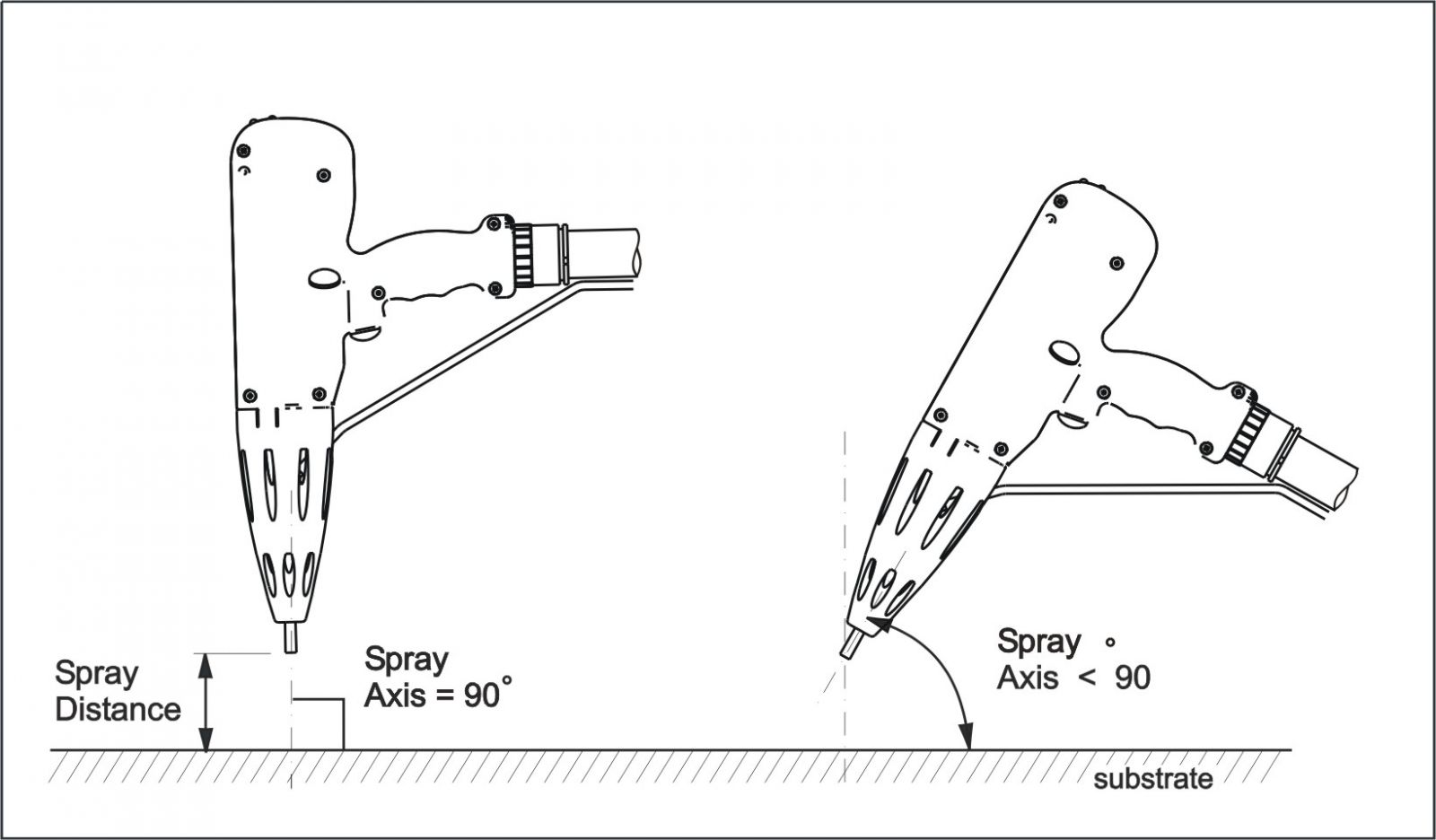
3. Spray Distance
The spray distance is defined as the distance between the nozzle outlet and the substrate, as shown in Figure 8. The recommended range for the spray distance is between 5 mm and 15 mm (0.2-0.6"). Outside these limits, powder consumption may be higher and/or deposition efficiency may be lower. A shorter than recommended spray distance or no space between the nozzle outlet and the substrate might obstruct the powder-laden jet.
4. Ambient Conditions
The desired environmental temperature for the cold spray process is +15°C to +35°C (60°F to 95°F). Much colder temperatures will likely require preheating of the substrate; although in moderate cold the hot gas jet of the spray gun can likely provide the necessary heating. Higher temperatures may affect the control electronics but this can also be managed if necessary.
While the coatings can frequently be applied in the presence of moderate humidity, moisture control of the surroundings is recommended to ensure process consistency. In no case should equipment be subjected to, or operated in, a wet environment unless the particular unit has been rated for such application condition.
5. Location
Cold spraying shall be conducted in wide-open areas with good ventilation, or in a spray cabinet or booth fitted with approved explosion-proof ventilation systems. Personnel in the work area must wear appropriate respiratory protection. The process is not intended for use in confined spaces.
The noise level produced by the cold gas-dynamic spray process exceeds 85 dBA so all personnel in the work area should wear suitable hearing protection.
SST standard equipment is designed for operation in Class 2 Group E environment and should not be operated in hazardous explosive or combustible surroundings. The equipment should not be operated in an environment containing active sources of ignition such as flame, high heat, spark, or static electricity.

